1.Rotor pole core for pumped storage power station
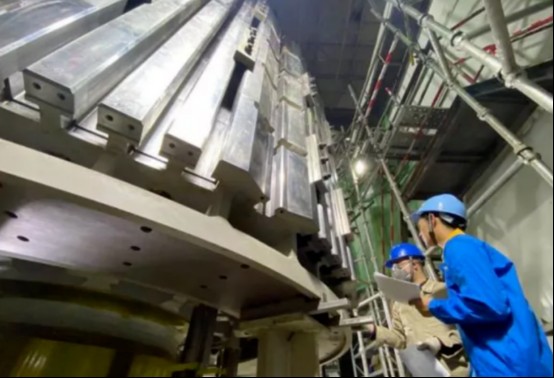
The rotor is the core component of a hydroelectric generator set, consisting of a center body, fan-shaped body brackets, main ribs, pole cores, and poles. The pole core is made of pole core steel, used for mounting the poles. It bears huge rotational inertia and is also part of the magnetic circuit, making it one of the most important core components. Its manufacturing quality directly affects the roundness, concentricity, and air gap uniformity of the rotor, which in turn impacts the stable operation and overall efficiency of the generator unit.
The pole core for this Longdragonshan pumped storage power station has an outer diameter of about 3.84 meters, height of about 3.76 meters, and weight of around 166 tons. It uses a high-strength integral pole core structure with demanding machining accuracy requirements, making it very challenging to manufacture.

The materials involved in the project include over 6,500 tons of pole core steel (material SXRE750, sizes 31215 and 4992) and over 9,500 tons of pole steel (material thickness 2-3mm). These special materials have high strength and good cold formability and weldability, with extremely high machining accuracy and surface quality requirements. Using traditional tools would lead to rapid wear and poor tool life, difficulty controlling tolerances, and low efficiency, posing great challenges for production.
At the critical moment, our precision technology team bravely took on the heavy responsibility. By first removing reasonable excess material through multi-hole drilling, we controlled the deformation to within 2mm, achieving a new breakthrough. This ensured high-quality machining for the project and accumulated valuable experience for machining similar materials.

De-coil process.
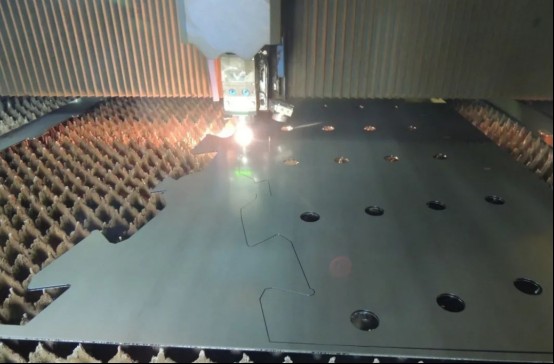
laser cutting process

After flattening, the pole core steel is cut and hole-punched using a fiber laser cutting machine. The cutting and hole punching precision error requirements are within 0.05mm, and the cutting flatness error requirements are less than 1mm.


Rough Machining

Precision Machining

Machined by SCHIESS Gantry Machining Center

Vertical Turning


Schiess double gantry boring and Milling machining Center turning process(8000 ㎡fully enclosed year-round constant temperature machining workshop)